
GKN Sinter Metals has produced a new case-hardened low carbon alloy steel – 20MnCr5 – for use in additively manufactured gear prototypes (Courtesy GKN Sinter Metals Blog).
"Metal Powders for Additive Manufacturing Market to reach US$1,783.9 Million by 2025; Burgeoning Automobile and Space Industries Spur Market’s Growth – Transparency Market Research"
1. Introduction.
Metal powder plays a very important role in the additive manufacturing processes. Indeed the quality of metal powder used will have a major influence on mechanical properties but it can also influence:
1. The build-to-build consistency
2. The reproducibility between AM machines
3. The production of defect-free components
4. The manufacturing defects on surfaces
The variety of materials available for Metal Additive Manufacturing systems is continuously expanding. A very wide range of alloys are used on additive manufacturing machines thanks to the availability of metal powders:
• Steels such: 316L, 17-4PH etc.• Nickel and cobalt base superalloys: 625, 718, 939, CoCr F75 etc.• Titanium alloys: Ti6Al4V, CPTi etc.• Aluminium alloys: AlSi10Mg etc.

Fig. 1: Direct Metal Laser Sintering (DMLS) materials covering a broad range of industrial requirements.
But many other metals are also evaluated and developing:
• Copper alloys
• Magnesium alloys
• Precious metals such as gold, silver, platinum
• Refractory metals such as Mo alloys, W and WC
• Metal Matrix Composites (MMC's), etc.
The most common materials for Selective Laser Melting (SLM) processes are shown in the table below. The material trade names vary depending on the manufacturer, therefore the name used here corresponds to the specifications on the material data sheets and in some cases the European nomination is given.

Table 1 Common materials for SLM with their trade names and European Nominations.
2. Powder Manufacturing processes.
Metal powders for additive manufacturing are usually produced using the gas atomization process, where a molten metal stream is atomized thanks to a high pressure neutral gas jet into small metal droplets thus forming metal powder particles after rapid solidification.
Gas atomization is a physical method (as opposed to chemical or mechanical methods) to obtain metal powders, like water atomization. But powders produced by gas atomization have a spherical shape, which is very beneficial for powder flowability while powders produced by water atomization will have an irregular shape.
Gas atomization is the most common process for additive manufacturing because it ensures:
• A spherical powder shape

Fig. 2: Case study data from the National Centre for Additive Manufacturing, part of the UK’s Manufacturing Technology Centre, details images of individual metal particles produced using gas atomisation, illustrating the many different particle shapes which may result from the process.
• A good powder density, thanks to the spherical shape and particle size distribution

Fig. 3: A high packing density is associated with the production of high quality, minimally flawed components and can be achieved using a powder with a relatively broad particle size distribution.
• A good reproducibility of particle size distribution

Fig. 4:The particle-size distribution of the four types of Ti raw powders.
Besides a very wide range of alloys can be produced using the gas atomization process.
2.1 The Gas Atomization (GA) process.
The gas atomization process starts with molten metal pouring from a tundish through a nozzle. The stream of molten metal is then hit by jets of neutral gas such as nitrogen or argon and atomized into very small droplets which cool down and solidify when falling inside the atomization tower.
Powders are then collected in a can. The gas atomization process is the most common process to produce spherical metal powders for additive manufacturing. It is used in particular for steels, aluminium alloys, precious metals, etc.

Fig. 5: Sketch of the Gas Atomization (GA) process.

Fig. 6: SEM picture of gas atomized 17-4PH powder <20 µm
(Courtesy of Sandvik Osprey Ltd).
(Courtesy of Sandvik Osprey Ltd).
Gas Atomization (GA) Process Link: https://www.youtube.com/watch?v=ldP1sQnjWcc
2.2 The VIM (Vacuum Induction Melting) Gas Atomization (GA) process.
In the VIM gas atomization process, the melting takes place in a vacuum chamber. This process is recommended for superalloys so as to avoid in particular oxygen pick-up when working with alloys with reactive elements such as Ti and Al.

Fig. 7: Sketch of the VIM gas atomization process (Courtesy of Aubert & Duval).

Fig. 8: SEM picture of VIM gas atomized Pearl ® Micro Ni718
powder (Courtesy of Aubert & Duval).
powder (Courtesy of Aubert & Duval).

Fig. 9: SEM picture of gas atomized Elektron® MAP+ magnesium powders (Courtesy of Magnesium Elektron).
VIM Gas Atomization (GA) Process Link: https://www.youtube.com/watch?v=Km92-kDb_jU
2.3 Plasma Atomization (PA) process.
Plasma atomization and spheroidization consists of in-flight heating and melting thanks to a plasma torch of feed material followed by cooling and solidification under controlled conditions.
Depending on processes, the raw material can be particles as well as bar or wire feedstock. Plasma atomization can be used in particular to spheroidise refractory metals such as Mo alloys, W and WC.

Fig. 10: Sketch of the Plasma Atomization (PA) process (Courtesy of AP&C).

Fig. 11: SEM picture of plama atomized PA powder (Courtesy of AP&C).
Plasma Atomization (PA) Process Link: https://www.youtube.com/watch?v=CIPkbkhFZqk
2.4 Centrifugal Atomization (CA) process.
Centrifugal atomization, also known as Plasma Rotating Electrode Process (PREP), consists in melting with a plasma torch the end of a bar feedstock rotating at high speed and thus ejecting centrifugally the molten droplets of metal.
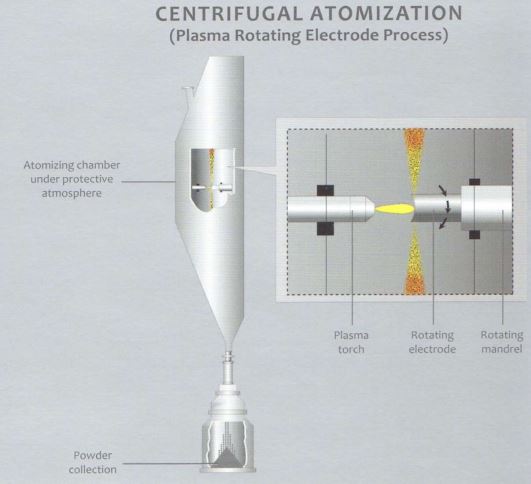
Fig. 12: Sketch of the Centrifugal Atomization (CA) process (Courtesy of Erasteel).

Fig. 13: SEM picture of centrifugal atomized powder (Courtesy of Erasteel).
2.5 Other Powder Manufacturing processes.
Powder blending and Mechanical alloying (Ball Milling), to produce Metal Matrix Composites (MMC's).

Fig. 14: Innovative Metal Matrix Composite AlSiMg powder for additive manufacturing , reinforced with micronsized SiC or nanosized MgAl2O4. (Courtesy of IIT Istituto Italiano di Tecnologia Politecnico di Torino - DISAT).
3. Metal powder characteristics for Additive Manufacturing (AM).
Key metal powder characteristics for additive manufacturing can be sorted in four main categories:
• Chemical composition
• Powder size distribution (PSD)
• Morphology
• Physical properties
In all cases, there are several useful existing standards to determine methods for characterizing metal powders. Additional points are important to consider when selecting metal powders for additive manufacturing processes:
a. Storage and aging of powders
a. Storage and aging of powders
b. Reusability of powder after additive manufacturing cycles
c. Health, safety and environmental issues
c. Health, safety and environmental issues
Chemical Composition.
Regarding chemical composition, alloy elements and chosen measurement techniques (ICP, Spectrometry, etc.) are very important but it is also important to take into account:
1. Interstitials, such as Oxygen, Nitrogen, Carbon and Sulfur, to measure by combustion and fusion techniques
2. As well as trace elements and impurities
3. As they may affect significantly material properties depending on alloys
2. As well as trace elements and impurities
3. As they may affect significantly material properties depending on alloys

Fig. 15: Chemical Composition of Ti6Al4V (Grade 5) (Courtesy of EOS).
With the gas atomization process, all powder particles have the same chemical composition but finer particles tend to have a higher oxygen content due to the higher specific surface.
The chemical composition will influence in particular:
• Melting temperature
• Mechanical properties
• Weldability
• Thermal properties (thermal conductivity, Heat capacity etc.), etc.
Last, the chemical composition can also evolve slightly after multiple uses in additive manufacturing machines.

Fig. 16: Mechanical Properties of Ti6Al4V (Grade 5) in As Built and Heat Treated Condition (Courtesy of EOS).
Particle Size Distribution (PSD).
Depending on additive manufacturing technology and equipment, two main types of particle size distributions are considered:
a. Powders usually below 50 microns for most powder bed systems. In this case, finer powder particles below 10 or 20 microns shall be avoided, as they are detrimental to the powder flowability,
b. Powder between 50 and 100 to 150 µm for EBM and LMD technologies
a. Powders usually below 50 microns for most powder bed systems. In this case, finer powder particles below 10 or 20 microns shall be avoided, as they are detrimental to the powder flowability,
b. Powder between 50 and 100 to 150 µm for EBM and LMD technologies
The Particle Size Distribution (PSD) is an index indicating what sizes of particles are present in what proportions i.e. the relative particle amount as a percentage of volume where the total amount of particles is 100 %) in the sample particle group to be measured.
The frequency distribution indicates in percentage the amounts of particles existing in respective particle size intervals whereas cumulative distribution expresses the percentage of the amounts of particles of a specific particle size or below.
Alternatively, cumulative distribution expresses the percentage of the amounts of particles below a certain size. A common approach to define the distribution width is to refer to three values on the x-axis (volume %):
a. The D10 i.e. the size where 10% of the population lies below D10
b. The D50, or median, ie the size where 50% of the population lies below D50
c. The D90, ie the size where 90% of the population lies below D90
b. The D50, or median, ie the size where 50% of the population lies below D50
c. The D90, ie the size where 90% of the population lies below D90

Fig. 17: Example of D10, D50 and D90 on a PSD curve for a 10-50 microns powder.
Powder sampling is also an important point due to the powder segregation (applicable standard ASTM B215)
Usual methods and standards for particle size distribution measurement are:
• ISO 4497 Metallic Powders, Determination of Particle Size by Dry Sieving (or ASTM B214 Test Method for Sieve Analysis of Metal Powders)
• ISO 13320 Particle Size Analysis – Laser Diffraction Methods (or ASTM B822 Test Method for Particle Size Distribution of
• Metal Powders and Related Compounds by Light Scattering)
It is important to note that the PSD results will be dependent of the chosen test methods, which can provide different results in particular depending on powder morphologies.

Fig. 18: Example of PSD curve by laser diffraction for In718 powders (Courtesy of Fraunhofer IFAM).
The particle size distribution is a major point in additive manufacturing as it can influence many aspects such as:
• Powder flowability and ability to spread evenly,
• Powder bed density,
• Energy input needed to melt the powder grains,
• Surface roughness, etc.

Fig. 19: Energy input and powder density as a function of mean particle size (Courtesy of Fraunhofer IFAM).
Powder Morphology.
The recommended particle morphology for additive manufacturing is spherical shape because it is beneficial for powder flowability and also to help forming uniform powder layers in powder bed systems.

Table 2 Defining the three most commonly used descriptors of particle shape.

Fig. 20: Particles with a smooth, regular outline have high convexity while those that are rougher or more irregular are differentiated by lower convexity values.
The powder morphology can be observed by SEM (Scanning Electron Microscope). Typical defects to be controlled and minimized are:
1. Irregular powder shapes such as elongated particles
2. Satellites which are small powder grains stuck on the surface of bigger grains
3. Hollow powder particles, with open or closed porosity
2. Satellites which are small powder grains stuck on the surface of bigger grains
3. Hollow powder particles, with open or closed porosity

Fig. 21: Hausner ratio of various -105/+45 μm powders manufactured by various processes. Powders presenting a Hausner ratio below 1.2 are reported as high flowability powders.
Porosity content can be evaluated either by SEM observation or by Helium Pycnometry. The presence of excessive amounts of large pores or pores with entrapped gas can affect material properties.
Applicable Standards: ASTM B923 Test Method for Metal Powder Skeletal Density by Helium or Nitrogen Pycnometry.

Fig. 22: SEM picture of gas atomized stainless powder <20 microns (Courtesy of Nanoval).
Other powder physical properties.
Rheological properties are very important for metal powders used in additive manufacturing equipment, both for powder handling from powder container to working area and in the case of powder bed systems to form uniform layers of powders.
Rheology is a complex matter but some standard test methods are available, though not always fully appropriate for the particle sizes typical of additive manufacturing systems:
• Density (apparent or tap):
The bulk/ apparent density of a material is the ratio of the mass to the volume (including the interparticulate void volume) of an untapped powder sample.
The tapped density is obtained by mechanically tapping a graduated cylinder containing the sample until little further volume change is observed.
The Compressibility Index and Hausner ratio are measures of the products ability to settle, and permit an assessment of the relative importance of interparticulate interactions.
In a free-flowing powder these interactions are less significant and the bulk and tapped densities will be closer in value. For poorly flowing materials, there are greater interparticulate interactions and a greater difference between the bulk and tapped densities will be observed. The differences are reflected in the compressibility index and Hausner ratio.
In a free-flowing powder these interactions are less significant and the bulk and tapped densities will be closer in value. For poorly flowing materials, there are greater interparticulate interactions and a greater difference between the bulk and tapped densities will be observed. The differences are reflected in the compressibility index and Hausner ratio.


• Flow rate:
The Hall and Carney flowmeters are widely used in
the P/M industry to characterize powder flowability.

Fig. 23: Hall Flow meter for Powder Flow Rate Calculation.
• Angle of repose:
Determining the angle of repose
is relatively easy: simply form a pile of
material and measure its slope. Knowing what to
do with the data is the difficult part.
For most materials, the angle of repose varies
significantly, depending on how the pile was
formed.
Furthermore, the mechanics of pile formation bear little resemblance to the formation
of an arch or rat-hole in a bin or hopper, uniformity
of die fill, powder homogeneity, or to the
other key parameters needed when designing a
material handling system. In general, the angle
of repose of a material is not an accurate measure
of its flowability.

Fig. 24: Powder Angle of Repose.
Applicable Standards:
• ISO 3923, Metallic powders – Determination of apparent density or ASTM B212 Test Method for Apparent Density of Free-Flowing Metal Powders Using the Hall Flowmeter Funnel
• ISO 3953, Metallic powders – Determination of tap density or ASTM B527 Test Method for Determination of Tap Density of Metallic Powders and Compounds
• ASTM B213 Test Methods for Flow Rate of Metal Powders Using the Hall Flowmeter Funnel
• ISO 4324, Powders and granules – Measurement of the angle of repose
Other powder characteristics.
• Powder storage, handling and aging. For almost all alloys, shielding gas,the control of hygrometry and temperature is important and strongly recommended,
• Powder reusability, i.e. the defnition of conditions of re-use of unused powders after additive manufacturing cycles (sieving of agglomerates, control, number of re-use etc),
• Health, safety and environmental issues.



Thanks for the great post on your blog, it really gives me an insight on this topic.
ReplyDeleteRapid prototyping china
additive manufacturing china
rapid prototyping service
Great knowledge! Thanks for sharing this good information. To know more about powder metals or powder metallurgy visit here!
ReplyDeleteThanks for sharing this kind of information with us.
ReplyDeleteHigh Quality Injection Molding
There are so many companies that provide 3D virtual reality. But if you need the best 3D virtual reality service in Houston then you can contact Onsite3D. They can provide you the best 3D virtual reality at an affordable price. 3D virtual reality Houston, Texas
ReplyDeleteTitanium Metals Supplier
ReplyDeleteSelamat Datang di Titanium.co.id, Kami adalah pemasok Titanium dan logam khusus. Plat titanium, batang, pipa, baut adalah ready stock. kami setiap hari mengirimkan produk kami ke Indonesia.
to get more - https://titanium.co.id/
Wow what a great blog, i really enjoyed reading this, good luck in your work. Assembly Part
ReplyDeleteTo get the best and effective results, hire the Plastic Injection molding.
ReplyDeleteNice blog. Kami menjual Round Titanium Batangan produk sesuai ASTM B348/ASME SB348 tersedia di Grades 1, 2, 3, 4, Gr5 (Ti6AL4V) dan nilai titanium lainnya in round bars sizes up to 500 diameter, rectangular and square sizes are also available.
ReplyDeleteThanks for writing this blog, You may also like the 3d Printing services , Prototype ,Industrial Design
ReplyDeleteNice Blog, I really enjoyed your blog. Thank you for sharing with us. Additive manufacturing, also known as 3D printing, is a process of creating three-dimensional objects from a digital model. You can visit here for more info…
ReplyDeleteAdditive manufacturing
Nice articles and your information valuable and good articles thank for the sharing information Jacketed reactor manufacturers
ReplyDeleteThis comment has been removed by the author.
ReplyDeleteLooking for reliable Ferric Oxide Manufacturers and Graphite Powder Manufacturers? We are trusted Iron Oxide Suppliers, offering high-quality materials for industrial and commercial use. Our premium products ensure superior performance and consistency, meeting the needs of various applications. Partner with us for quality and dependability.
ReplyDeleteSampad Group is one of the sought-after name among Iron Powder Manufacturers, where they supply a good quality powder with consistent quality and performance for multiple applications. As one of the leading Iron Catalyst Manufacturers, they design innovative catalysts to improve efficiency in chemical processes. If you have queries, please reach out on 📞 +91 98250 94919.
ReplyDeleteWe appreciate your dedication to providing insightful and thought-provoking information. Your commitment is commendable.
ReplyDeletechemical mixing company
Insightful and informative content. For those sourcing high-quality Barium Inoculant, M/s Bansal Brothers stands out as a trusted supplier, known for consistent quality, timely delivery, and reliable service that supports smooth production and strong performance.
ReplyDelete